主轴加减速时间调整
NC诊断画面报警信息
在客户对应过程中,了解到客户常会为主轴的加减速时间苦恼:
加减速时间短,电机电流上升,易引发电机过热报警,降低电机寿命;加减速时间长,效率下降,没有充分发挥电机性能;如何设置合理的加减速时间呢?本篇文章就如何计算主轴电机理论加减速时间和如何调整实际加减速时间进行讲解。
01计算理论加减速时间
理论加减速时间以下图所示主轴电机的输出特性为基础,在各输出阶段分别进行计算。但是,因为计算中按负载扭矩(摩擦扭矩等)为零计算,因此只能算出加减速时间理论值。各规格型号主轴电机输出特性图请参阅相关资料,或咨询三菱电机CNC技术部。
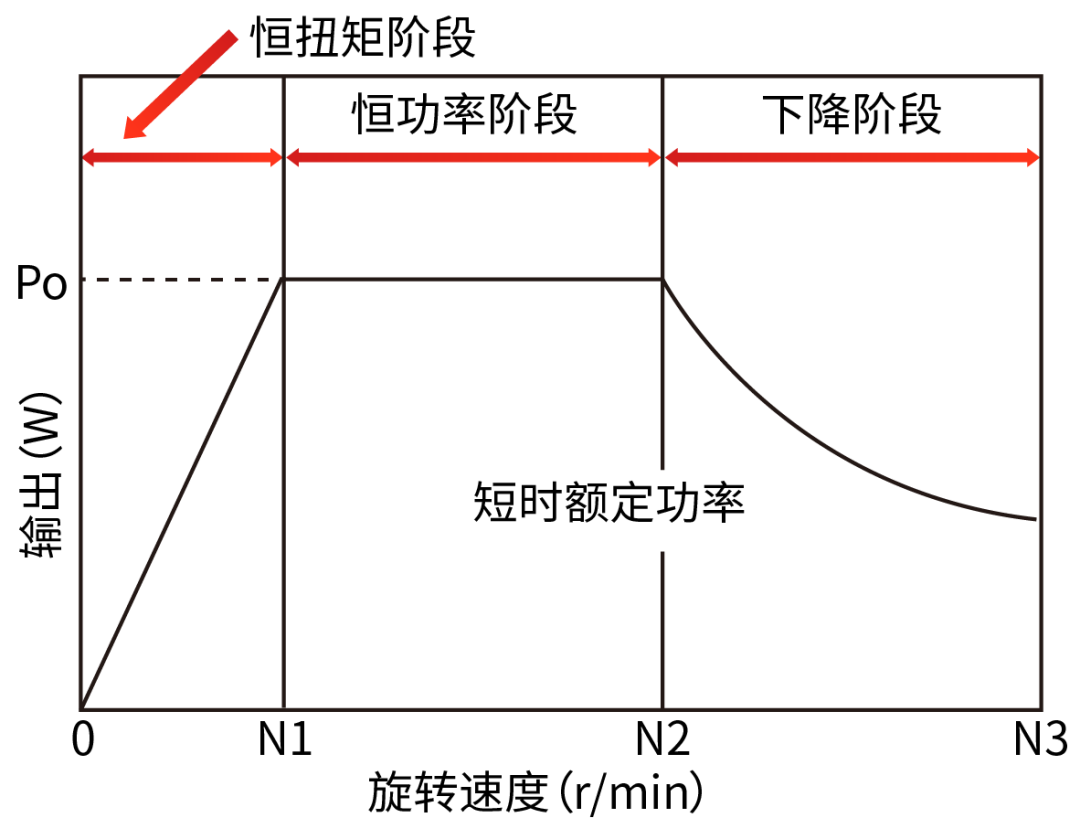
(1) 加减速时的电机最大输出:Po
加减速时的最大输出功率Po 为“ 短时额定功率” 的1.2 倍。即:Po = “短时额定功率” ×1.2 [W]
(注:短时额定功率需要根据电机型号查阅电机的输出特性图获取)
(2) 所有负载惯量: Jall
所有负载惯量指主轴电机的惯量与根据电机旋转的零部件( 机械主轴、刀具等) 的所有惯量总和。
即:J all= ( 电机惯量) + ( 主轴换算的惯量)[kg?m2]
将(1)(2) 的值用作公式的常数代入下述公式中。
在N 的对应区域选定“(3) ~ (5)”,计算达到转速N(r/min) 的加减速时间。
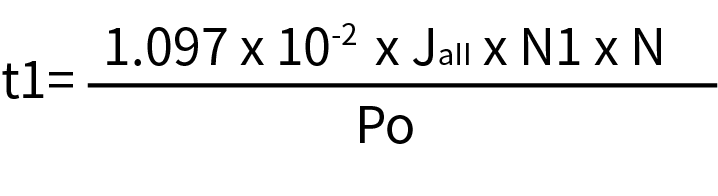
(3) 恒扭矩区域的加减速时间:t1 … 0 → N[r/min](0 ≤ N ≤ N1)
(4) 恒功率区域的加减速时间:t2 … N1 → N[r/min](N1 < N ≤ N2)

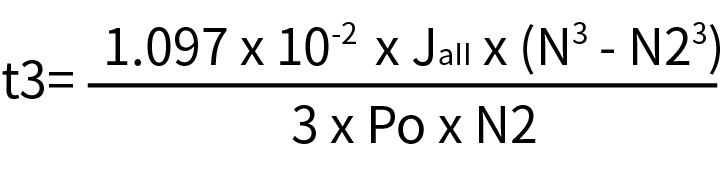
(5) 降低输出区域的加减速时间:t3 … N2 → N[r/min](N2 < N ≤ N3)
综上,0→N3[r/min]的加减速时间T=t1+t2+t3 [s]
02 加减速时间的测定
使用NC Analyzer2 软件进行主轴电机实际加减速波形的采集,主要采集速度反馈和电流反馈波形,以测定加减速时间。
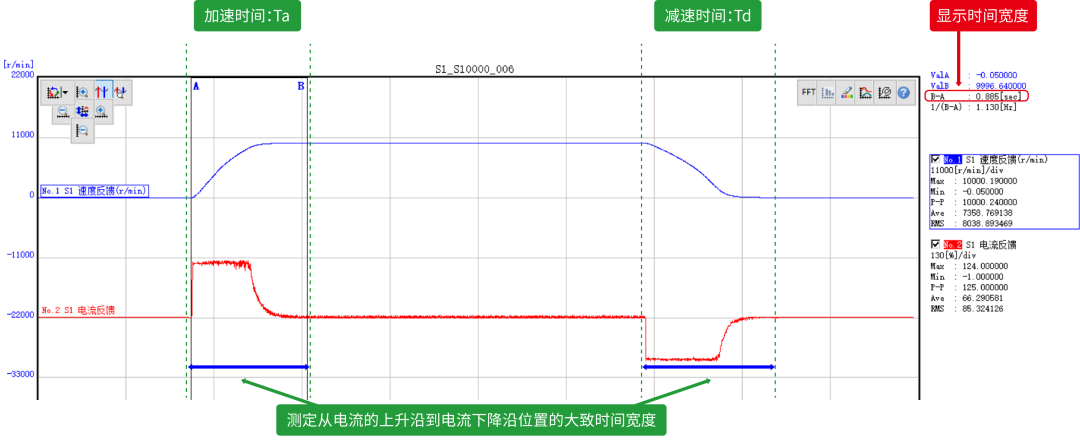
※确认实际加减速的时间宽度是否在理论计算时间±15%范围内。
影响加减速时间的因素有很多:
1. 主轴电机驱动单元输入电压较低时,加减速时间可能变长
2. 主轴单元摩擦扭矩大会导致加减速时间不一致
3. 主轴电机与主轴驱动单元使用了非指定产品
4. 电机标准参数设定异常
注:请确认以上项目以保证加减速时间在要求范围内。
03 加速时间过长的处理
加速过程中反馈速度迟迟未达到系统指令值(持续时间超过了#13117的时间设定值),系统会自动发出速度偏差过大报警AL23,此时可能意味着主轴负载惯量过大或者摩擦转矩过大,在排除了异常原因后,可适当增大S指令加减速时间常数(#3101)的设定值。主轴加速时间在10s 以内时,请设定标准值300(300ms)。
注:主轴惯量的过大的情况包括夹持大重量刀具、工件等,此时加速时间变长,要确认理论计算时是否包括刀具和工件的所有负载惯量。
04 减速时间过长的处理
从实际角度出发要求减速时间与加速时间大致相同,如果减速时间过长,超过加速时间则需要进行相应的处理:修正#13071和#13072,这两个参数属于组合参数,需要配合使用。
※设定规则:适当增加#13071和#13072设定值以缩短减速时间。(通常#13071设为100以下,#13072设为最高速以下)
提示:以上相关参数的具体含义以及正确设定方法请参阅《三菱电机数控系统报警/参数说明书》(IB-1501293)。
关于三菱电机自动化(中国)有限公司
作为全球自动化领域的领导厂商,三菱电机以其优秀的自动化产品和技术服务于全球各行业用户。在中国,三菱电机的PLC、变频器、伺服、CNC、低压电器、工业机器人、加工机等产品运行在各行各业,e-F@ctory智能制造解决方案构建出智能化工厂的框架并落地实施,为中国经济发展积极做出贡献。
更多请详见网站:https://www.mitsubishielectric-fa.cn/